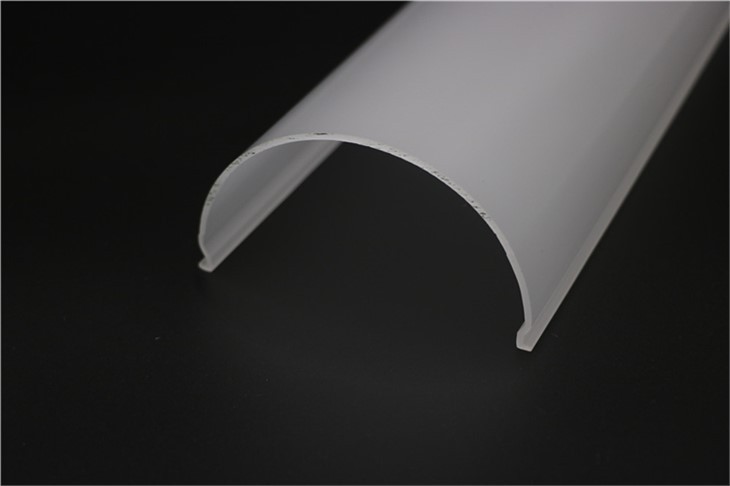

ข้อมูลจำเพาะ ตัวกระจายแสง LED โพลีคาร์บอเนต
วัสดุ : โพลีคาร์บอเนต 2805
สี : ใส
ส่วนสูง : 20mm
ความกว้าง : 500mm
ความหนา : 1mm
น้ำหนัก : 210g/meter
อุณหภูมิการฉีดของพลาสติก PC ที่ทนไฟคืออะไร? ฉีดขึ้นรูปได้ไหม
ความถ่วงจำเพาะของ PC ที่ทนไฟ: 1.18-1.20 ก. / ลูกบาศก์เซนติเมตร การหดตัวของแม่พิมพ์: 0.5-0.8 เปอร์เซ็นต์ อุณหภูมิในการขึ้นรูป: 230-320 องศา สภาวะการอบแห้ง: 110-120 องศาเป็นเวลา 8 ชั่วโมง สามารถใช้งานได้นานภายใต้ -60~120 องศา วัสดุมีแรงกระแทกสูง ความเสถียรของมิติที่ดี ไม่มีสีและโปร่งใส สีดี ฉนวนไฟฟ้าที่ดี ทนต่อการกัดกร่อน และทนต่อการสึกหรอ แต่มีการหล่อลื่นตัวเองต่ำ แนวโน้มแตกความเครียด ไฮโดรไลซิสง่ายที่อุณหภูมิสูง และความเข้ากันได้ไม่ดีกับวัสดุอื่น เรซิน เหมาะสำหรับทำชิ้นส่วนเครื่องมือขนาดเล็ก ฉนวนชิ้นส่วนโปร่งใส และชิ้นส่วนทนแรงกระแทก
ประสิทธิภาพของวัตถุดิบพลาสติก PC ที่อุณหภูมิฉีด:
1. วัสดุอสัณฐาน เสถียรภาพทางความร้อนที่ดี ช่วงอุณหภูมิปั้นกว้าง และการไหลไม่ดี การดูดซับความชื้นมีขนาดเล็ก แต่ไวต่อน้ำและต้องทำให้แห้ง การหดตัวของแม่พิมพ์มีขนาดเล็ก ซึ่งมีแนวโน้มที่จะเกิดการแตกร้าวขณะหลอมเหลวและความเข้มข้นของความเค้น ดังนั้นควรควบคุมสภาวะการขึ้นรูปอย่างเข้มงวด และชิ้นส่วนพลาสติกต้องผ่านการอบอ่อน
2. ควรใช้หัวต่อขยายแบบอุ่นสำหรับชิ้นส่วนพลาสติกที่มีอุณหภูมิหลอมเหลวสูงและความหนืดสูง ซึ่งมากกว่า 200 กรัม
3. ความเร็วในการทำความเย็นนั้นรวดเร็วและระบบการเทแม่พิมพ์ขึ้นอยู่กับหลักการหนาและสั้น เหมาะสมที่จะตั้งบ่อน้ำเย็นสำหรับชาร์จ ประตูควรมีขนาดใหญ่ขึ้น และแม่พิมพ์ควรได้รับความร้อน
4. หากอุณหภูมิของวัสดุต่ำเกินไป จะทำให้เกิดการขาดแคลนวัสดุ ชิ้นส่วนพลาสติกคือ Matt และหากอุณหภูมิของวัสดุสูงเกินไป ก็จะล้นได้ง่ายและชิ้นส่วนพลาสติกจะพอง เมื่ออุณหภูมิของแม่พิมพ์ต่ำ การหดตัว การยืดตัว และแรงกระแทกจะสูง และการดัด แรงอัด และความต้านทานแรงดึงจะต่ำ เมื่ออุณหภูมิของแม่พิมพ์สูงกว่า 120 องศา ชิ้นส่วนพลาสติกจะเย็นตัวลงอย่างช้าๆ และง่ายต่อการเปลี่ยนรูปและยึดติดกับแม่พิมพ์
1, ลักษณะกระบวนการ I
1. ความลื่นไหลของสารละลายมีความไวต่ออุณหภูมิและไม่ไวต่อแรงดัน มันอยู่ใกล้กับของไหลของนิวตันและอยู่ในประเภทที่ไวต่ออุณหภูมิความหนืด
2. ถือได้ว่าเป็นพอลิเมอร์อสัณฐาน ไม่มีจุดหลอมเหลวชัดเจน มีความหนืดละลายสูงและการไหลยาก ประตูของตัววิ่งแม่พิมพ์จะต้องสั้นและหนาเพื่อลดการสูญเสียแรงดัน และในขณะเดียวกันก็ต้องใช้แรงดันฉีดที่สูงขึ้น
3. ภายใต้อุณหภูมิสูง เรซินจะถูกไฮโดรไลซ์ได้ง่าย และมีการผลิตลวดเงินบนผลิตภัณฑ์ ควรทำให้เรซินแห้งก่อนแปรรูป เพื่อให้ปริมาณน้ำต่ำกว่า 0.02 เปอร์เซ็นต์ ในระหว่างกระบวนการแปรรูป ควรให้ความสนใจกับฉนวนของเรซินเพื่อป้องกันไม่ให้เรซินดูดซับความชื้นอีกครั้ง
4. ผลิตภัณฑ์แตกง่าย ดังนั้นโปรดใส่ใจในการขจัดความเครียดภายในของผลิตภัณฑ์ระหว่างการประมวลผล เช่น การเพิ่มอุณหภูมิแม่พิมพ์และหลังการบำบัดผลิตภัณฑ์
ลักษณะกระบวนการ II
1. การหดตัวของผลิตภัณฑ์คือ 0.5-0.7 เปอร์เซ็นต์ และทิศทางการไหลโดยทั่วไปจะสอดคล้องกับทิศทางแนวตั้ง
ความลื่นไหลของสารละลายสัมพันธ์กับความหนาของผนังผลิตภัณฑ์ อัตราส่วนความยาวการไหลของสารละลาย PC คือ 80-100:1 และความหนาของผลิตภัณฑ์โดยทั่วไปไม่น้อยกว่า 1 มม. ส่วนใหญ่อยู่ระหว่าง 1.5-5 มม.
2. สำหรับผลิตภัณฑ์ที่มีความหนาของผนังน้อยกว่า 3 มม. และความยาวการไหลน้อยกว่า 250 มม. อนุญาตให้ใช้เส้นผ่านศูนย์กลางประตูจุด 08-1 มม.
3. ความลึกของช่องไอเสียน้อยกว่า 0.03 มม.
4. เพื่อช่วยให้การเติมแม่พิมพ์ราบรื่น สามารถเลือกอุณหภูมิแม่พิมพ์ระหว่าง 120-0 องศา ;
2 ข้อกำหนดสำหรับการขึ้นรูปอุปกรณ์
1. ความจุของอุปกรณ์: กำหนดให้ปริมาณการฉีดของผลิตภัณฑ์ต้องไม่เกิน 60-70 เปอร์เซ็นต์ของปริมาตรที่ระบุของเครื่องฉีดพลาสติก
2. สกรู: อัตราส่วนความยาวเส้นผ่านศูนย์กลาง l/d ของสกรูคือ 15-20 และอัตราส่วนการอัดคือ 2-3
3. เครื่องมือควบคุมอุณหภูมิ: จำเป็นต้องปรับเครื่องมือควบคุมอุณหภูมิอย่างอิสระระหว่าง 400 องศา -0 องศา
4. หัวฉีด: เนื่องจาก PC มีความลื่นไหลต่ำ เส้นผ่านศูนย์กลางรูหัวฉีดคือ 3-6มม. ความยาวของรูคือ 12-25มม. และติดตั้งอุปกรณ์ทำความร้อนแยกต่างหาก
ไฟ LED กระจายแสงรูปภาพ:

